|
|
LT轮胎充氮机采用PSA(变压吸附原理)气体分离技术:以吸附剂(多孔固体物质)内部表面对气体分子的物理吸附为基础,利用吸附剂在不同压力下对不同气体分子的吸附率不同来实现气体的分离。轮胎充填氮气后延缓了胎体橡胶的老化,增加轮胎使用寿命;氮气遇热后膨胀系数比空气低50%,渗透性比空气低90%,不易漏气,降低因为压力遇热而压力增高造成的爆胎机率,增加车辆行驶的安全性。
LT轮胎充氮机最高纯度可达99%,产气流量覆盖5Nm3/h-1000Nm3/h。适用范围:轿车、赛车、超大型运输车、勘探及挖矿机等的轮胎充氮。
LT轮胎充氮机的设计制造均符合国内外的各种标准规范 ,如GB/T3634《工业氮》,GB150《钢制压力容器》或ASME标准。
|
|
| |
| ■LT轮胎充氮机产品特点 |
特 性 |
优 点 |
低电耗设计 |
采用低能耗控制器,整机电耗小于300w,节能设计 |
大口径管道、筒体设计 |
塔内流速低于0.2m/s,可保证整套压力损失≤0.03MPa,节约能耗 |
高品质碳分子筛 |
进口材质碳分子筛,确保最低空耗比 |
大口径PTFE消声器 |
消声器消声面积大,可以保证1米内工作噪音≤80db(A) |
不锈钢控制气路 |
控制气路采用抛光不锈钢管,美观高档,不易破损 |
不锈钢高品质气流扩散器 |
避免塔内气流冲击,延长吸附剂使用寿命 |
全自动智能控制器 |
系统稳定可靠,兼容性强,能实现远程通讯、远程控制 |
高品质气动阀门 |
气动阀可保证开关100万次,使用寿命10年以上 |
|
`
|
| |
| ■LT轮胎充氮机技术参数 |
项 目 |
技术参数 |
成品氮气纯度 |
氮气纯度最高可达99.999% |
设备压力损失 |
全套设备压力损失≤0.03MPa |
设备空耗比 |
正常工况空耗比可达1:5 |
进气温度要求 |
进气温度≤45℃,可保证最佳干燥效果 |
设备噪音等级 |
在1米距离,≤80db(A) |
设备安装形式 |
整体撬装,用户可根据需要选择地脚螺栓 |
|
`
|
| |
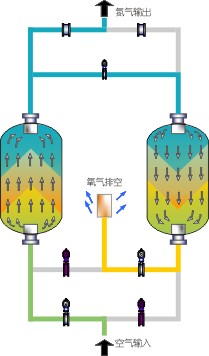
| ■LT轮胎充氮机工作原理 |
| |
ZD制氮机通过变压吸附原理来达到分离效果。利用碳分子筛吸附氧气的能力与压力成正比,让其在压力状态吸附空气中的氧气分子,从而分离出氮气;在常压状态下对其进行吹扫,对吸附的氧气分子进行脱附;系统采用双塔交替吸附的工作方式。当A塔吸附时,B塔自动进行再生脱附;A塔吸附结束后,自动切换至充分再生的B塔吸附,如此连续不断输出氮气。
吸附过程:空气自下而上流经吸附塔时,吸附剂床从下至上吸附氧气。氮气经过滤后输出;
解析过程:一部分氮气经再生孔板减压后进入待再生塔,在常压下对吸附剂床进行吹扫,彻底清除吸附床中的氧气分子。随后经消声器排空。
|
|
|
|
| |
| ■LT轮胎充氮机选型表 |
型 号
|
氮气产量(Nm3/h) |
空气耗量(Nm3/h) |
进/出口
连接尺寸 |
整机功率(KW) |
重量(Kg) |
外形尺寸(mm) |
长 |
宽 |
高 |
LT29-3/1 |
3.1 |
15 |
G1/4" |
0.03 |
60 |
600 |
450 |
1300 |
LT29-5/1 |
5.2 |
25 |
G1/4" |
0.03 |
85 |
680 |
550 |
1500 |
|
备注:法兰标准:《HG/T 20592~635-2009》,螺纹标准:《GB/T 7306-2000》。`
|
| |
| ■LT轮胎充氮机配置表 |
标准配置 |
可选配置 |
特殊订制 |
前后置过滤器 |
纯度显示仪 |
防爆设计要求 |
单片机控制器 |
氮气提纯装置 |
不锈钢压力容器 |
不锈钢管控制气路 |
氮气增压机 |
特殊纯度要求 |
高品质吸附剂 |
整机旁通回路 |
出口压力要求 |
PTFE消声器 |
排水防冻保温 |
特殊尺寸要求 |
高品质气动阀 |
总线控制功能 |
ASME压力容器 |
|
`
|
| |
| ■LT轮胎充氮机应用实例 |
|
|
|